| 机械加工 | 激光切割 |
|---|---|
| 图纸定制 | 可出图纸 |
| 包工包料 | 免费出图纸 |
| 激光切割 | 氧气精密切割 |
| 精密开孔 | 公差0.05 |


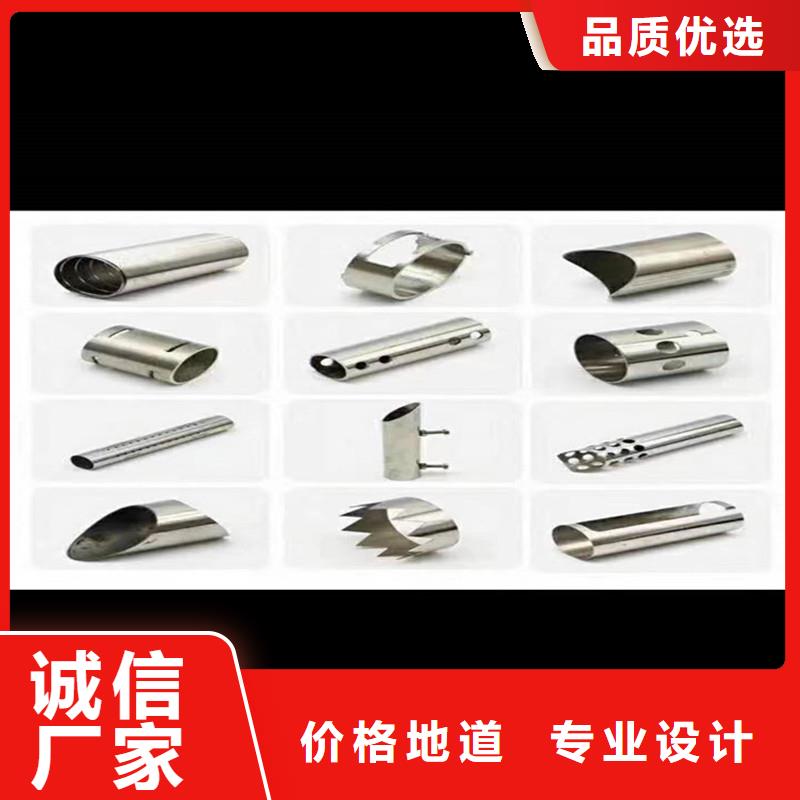
节省工序:不锈钢管激光切割机让您节省人工和复杂的多工序加工(锯、钻、开槽、磨),同时节省中间物流环节和存储成本。与传统的切削加工相比,单工件加工成本更 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打低。护栏可能是日常生活和社会中被忽视的东西之一。但提到“栅栏”,我想你会突然意识到,脑海中不禁浮现出它曾经擦肩而过的场景。原来,围墙一直在悄悄地守护着我们的四周;原本,护栏在生活中随处可见。
护栏的种类和用途很多,激光切管其中不锈钢等金属复合管因其耐腐蚀、耐老化、美观牢固等优点在护栏领域得到了广泛的应用。护栏按用途可分为公路护栏、街道护栏、市政护栏、弧形护栏、北京风格护栏、景观护栏、防眩光护栏、楼梯护栏、阳台护栏、绿地护栏等,广泛应用于别墅、学校、酒店、娱乐场所、交通场所、高速公路等。

铝合金的物理化学性能
铝合金材料具有高反射率和高导热性。 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打在微电子结构方面,铝合金具有大量的高密度自由电子。当激光作用于这些电子时,会产生强烈的振动和二次电磁波,产生强烈的反射波和微弱的透射波。因此,铝合金表面对激光具有很强的反射率,这在影响其对激光的影响的同时,由于电子的强烈布朗运动,铝合金的热传导将得到显著的改善。
激光切管国内对铝合金材料的激光焊接进行了大量的研究。结果也证明铝合金材料的表面预处理如喷砂、砂纸处理、表面化学腐蚀表面电镀炭黑加法和氧化可以减少光束反射和有效改善铝合金工件的激光吸收从焊接结构的设计考虑人工洞或者联合光收集器的形式v形波开焊或缝焊(拼接间隙相当于人工开孔)可以增加铝合金的激光吸收,获得更大的熔透量。合理设计焊接间隙还可以增加铝合金表面的激光能量吸收。

从灵活性的角度看,激光切割技术可以加工任何已编程的形状;激光可以在任何方向切割。模板的形状可以在没有任何工具的帮助下快速更改,从而使处理具有竞争力的个性化包装或品牌成为可能。准确度也是数字系统的优点之一。激光加工可以补偿印刷和印后加工中的误差。例如,材料可能会被拉伸和变形,而激光可以根据这些变形进行调整,这是传统模板无法做到的。激光切管产品的加工是一项非常准确的高水平技术,当然前期也需要一定的成本投入,下面将围绕激光切管的相关问题提供有针对性的解决方案。
通过专业的管材切割和套料软件在计算机上提前绘制、套料、切割段编程,生成切割程序,然后对大长度不锈钢管进行全行程自动激光切割。数控激光管切割由于切割效率高,编程排料比较复杂,如果使用不当,会造成管材浪费和切割效率低。专业的排料软件是数控切管机实现大批量、高 效率、高质量切割生产的基础和前提 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打。

激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打压缩空气切割
压缩空气也可以用来切割薄钢板。5- 6bar的气压足以吹走切口内熔化的金属。由于近80%的空气是氮气,压缩空气切割基本上是熔融切割。
等离子体辅助切割
如果参数选择得当,等离子体辅助切割切口会出现等离子云。等离子体云由电离的金属蒸气和电离的切割气体组成。等离子体云吸收CO2激光的能量并将其转化为工件,使更多的能量耦合到工件上,材料熔化速度更快,使切割速度更快。因此,这种切割过程也称为高速等离子切割。
事实上,激光切管相对于固体激光,等离子体云是透明的,所以CO2激光只能用于等离子体辅助熔化和切割。
探讨一下激光切割厚板难在哪里
![[运城]鸿山金属制造有限公司名片](http://ypmimg.sys00.com/UploadImg/2798/new_card.jpg "[运城]鸿山金属制造有限公司名片")